
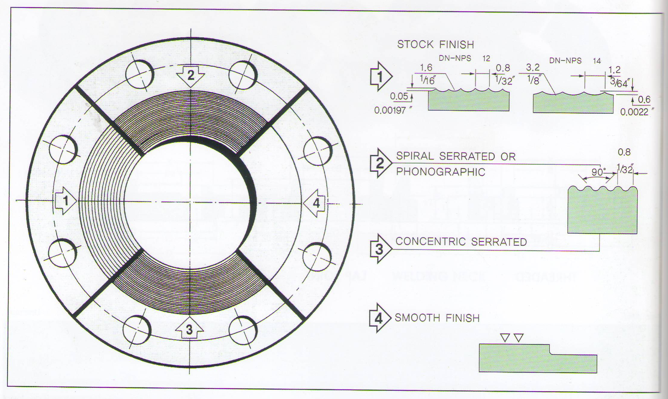
FINITURA MAGAZZINO:
La più utilizzata tra tutte le finiture per guarnizioni, perché praticamente è adatta a tutte le condizioni di servizio ordinario. Questa è una scanalatura a spirale continua.
Le flange di dimensioni 12" (304,8 mm) e inferiori sono prodotte con un utensile a punta tonda da 1/16" con un avanzamento di 1/32" per giro.
Per dimensioni 14″ (355,6 mm) e superiori. la finitura è realizzata con utensile a punta tonda da 1/8″ con avanzamento di 3/64″ per giro.
SPIRALE SEGHETTATA O FONOGRAFICA:
Questa finitura viene prodotta utilizzando un utensile a punta tonda a 90°.
SEGHETTATO CONCENTRICO:
Questa finitura viene prodotta utilizzando un utensile a punta tonda a 90°.
FINITURA LISCIA:
L'utensile da taglio utilizzato dovrà avere un raggio di circa 0,06″.
La finitura superficiale risultante dovrà avere uno spessore compreso tra 125μ pollici e 250μ pollici (ANSI B16.5 para 6.4;4.1)
1.VISO RIALZATO. E GRANDI MASCHI E FEMMINE
Viene utilizzata una finitura concentrica seghettata o a spirale seghettata avente da 34 a 64 scanalature per pollice.
L'utensile da taglio utilizzato ha un raggio di circa 0,06 pollici.
La finitura superficiale risultante dovrà avere una rugosità approssimativa compresa tra 125μ pollici (3,2μm) e 500μ pollici (12,5μm)
2.LINGUA E SCANALATURA, PICCOLO MASCHIO E FEMMINA
La superficie di contatto della guarnizione non supera la rugosità di 125μ pollici (3,2μm).
3.GIUNTO AD ANELLO
La superficie della parete interna della scanalatura della guarnizione non supera la ruvidità di 63μ pollici (1,6μm).
4.CIECO
Non è necessario che le flange cieche siano rivolte al centro se, quando questa parte centrale è sollevata, il suo diametro è di almeno 1 pollice.
inferiore al diametro interno dei raccordi della corrispondente classe di pressione.
Quando la parte centrale è premuta, il suo diametro non è maggiore del diametro interno dei raccordi della classe di pressione corrispondente.
Non è necessaria la lavorazione del centro depresso.
Orario di pubblicazione: 02-settembre-2021